等离子喷涂
等离子喷涂概述
等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有:①超高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。
等离子喷涂原理:
等粒子喷涂是利用等离子弧进行的,离子弧是压缩电弧,与自由电弧相比较,其弧柱细,电流密度大,气体电离度高,因此具有温度高,能量集中,弧稳定性好等特点。
按接电方法不同,等离子弧有三种形式:
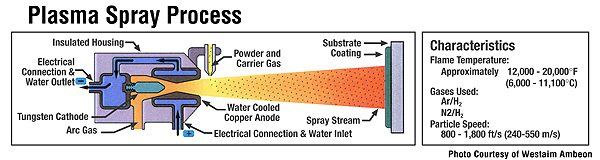
①非转移弧:指在阴极和喷嘴之间所产生的等离子弧。这种情况正极接在喷嘴上,工件不带电,在阴极和喷嘴的内壁之间产生电弧,工作气体通过阴极和喷嘴之间的电弧而被加热,造成全部或部分电离,然后由喷嘴喷出形成等离子火焰(或叫等离子射流)。
等粒子喷涂采用的就是这类等离子弧。
②转移弧:电弧离开喷枪转移到被加工零件上的等离子弧。这种情况喷嘴不接电源,工件接正极,电弧飞越喷枪的阴极和阳极(工件)之间,工作气体围绕着电弧送入,然后从喷嘴喷出。
等离子切割,等离子弧焊接,等离子弧冶炼使用的是这类等离子弧。
③联合弧:非转移弧引燃转移弧并加热金属粉末,转移弧加热工件使其表面产生熔池。这种情况喷嘴,工件均接在正极。
等离子喷焊采用这种等离子弧。
进行等粒子喷涂时,首先在阴极和阳极(喷嘴)之间产生一直流电弧,该电弧把导入的工作气体加热电离成高温等离子体,并从喷嘴喷出,形成等离子焰,等离子焰的温度很高,其中心温度可达30000°k,喷嘴出口的温度可达 15000~20000°k。焰流速度在喷嘴出口处可达1000~2000m/s,但迅衰减。粉末由送粉气送入火焰中被熔化,并由焰流加速得到高于150m/s的速度,喷射到基体材料上形成膜。
新兴等离子喷涂技术
近几年来,在等离子喷涂的基础上又发展了几种新的等离子喷涂技术,如:
真空等离子喷涂(又叫低压等离子喷涂)
真空等离子喷涂是在气氛可控的,4~40Kpa的密封室内进行喷涂的技术。
因为工作气体等离子化后,是在低压气氛中边膨胀体积边喷出的,所以喷流速度是超音速的,而且非常适合于对氧化高度敏感的材料。
水稳等离子喷涂
前面说的等离子喷涂的工作介质都是气体,而这种方法的工作介质不是气而是水,它是一种高功率或高速等离子喷涂的方法,其工作原理是:喷枪内通入高压水流,并在枪筒内壁形成涡流,这时,在枪体后部的阴极和枪体前部的旋转阳极间产生直流电弧,使枪筒内壁表面的一部分蒸发、分解,变成等离子态,产生连续的等离子弧。由于旋转涡流水的聚束作用,其能量密度提高,燃烧稳定,因此,可喷涂高熔点材料,特别是氧化物陶瓷,喷涂效率非常高。
气稳等离子喷涂
气稳等离子喷涂[1]的原理是由等离子喷枪(等离子弧发生器)产生等离子射流(电弧焰流)。喷枪的电极(阴极)和喷嘴(阳极)分别接整流电源的正、负极,向喷枪供给工作气体(Ar、N2等),通过高频火花引燃电弧。电弧将气体加热到很高的温度,使气体电离,在热收缩效应、自磁收缩效应和机械效应的作用下,电弧被压缩,产生非转移性等离子弧。高温等离子气体从喷嘴喷出后,体积迅速膨胀,形成高温高速等离子射流。送分气流推动粉末进入等离子射流后,被迅速加热到熔融或半熔融状态,并将等离子射流加速,形成飞翔基材的喷涂离子束,陆续撞击到经预处理的基材表面,形成涂层。大气等离子喷涂用氩气、氮气、氢气作为等离子气。
更多信息>>
如果您对我们的产品感兴趣,请随时联系我们:
邮箱:sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595